فیلامنت، به عنوان ماده مصرفی اصلی در پرینترهای سهبعدی با تکنولوژی مدلسازی رسوب ذوبشده (FDM) یا ساخت با رشته ذوبشده (FFF)، نقش محوری در تعیین کیفیت، استحکام و موفقیت نهایی یک قطعه دارد. برخلاف تصور عموم که فیلامنت را صرفاً یک نخ پلاستیکی ساده میپندارند، تولید آن یک فرآیند مهندسی دقیق است که نیازمند کنترل سختگیرانه دما، فشار و ابعاد میباشد. کوچکترین انحراف در قطر یا خواص ماده میتواند منجر به عدم کارکرد صحیح پرینتر شود.
تکنولوژی اصلی در تولید فیلامنت، فرآیند اکستروژن است. این فرآیند صنعتی، که ریشه در تولید پلاستیک و پلیمرها دارد، شامل ذوب کردن یک ماده خام (گرانول یا پودر) و تحت فشار قرار دادن آن از طریق یک قالب دقیق (دای) است.
مراحل کلیدی خط تولید فیلامنت
یک خط تولید فیلامنت صنعتی، که برای تولید مواد مصرفی با استانداردهای کیفی بالا طراحی شده است، شامل پنج مرحله اصلی و پیوسته است:
الف) آمادهسازی و خشک کردن مواد اولیه
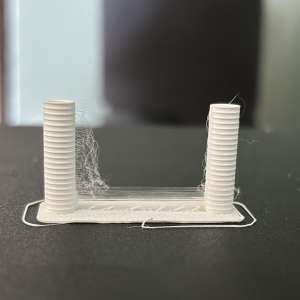
ماده خام اولیه در تولید فیلامنت، گرانولهای پلیمری (پِلت) است. پلاستیکهای پرکاربرد مانند PLA، ABS، PETG و بهخصوص نایلون، رطوبتگیر هستند. وجود حتی مقادیر کمی رطوبت (به صورت بخار آب) در داخل مواد اولیه، هنگام ذوب شدن در اکسترودر، باعث هیدرولیز و ایجاد حبابهای کوچک در رشته خروجی میشود.
- اهمیت خشککن: قبل از هر چیز، گرانولها باید در دستگاههای خشککن (Dryers) در دمای مشخص و به مدت کافی قرار گیرند تا رطوبت آنها به حداقل ممکن برسد.
- مخلوطسازی: در این مرحله، مواد افزودنی مانند رنگدانهها (Pigments)، تثبیتکنندههای UV، یا پودرهای کامپوزیتی (مثل فیبر کربن یا پودر چوب) به صورت دقیق با گرانولهای پایه مخلوط میشوند.
ب) اکستروژن (Extrusion)
گرانولهای خشک و مخلوط شده وارد دستگاه اکسترودر تکمارپیچ (Single-Screw Extruder) میشوند. این بخش حیاتیترین قسمت خط تولید است:
- ذوب: مارپیچ (Screw) درون بشکه (Barrel) میچرخد و گرانولها را به جلو هل میدهد. در طول مسیر، المنتهای گرمایشی بشکه، پلیمر را به تدریج ذوب کرده و به حالت مذاب یکنواخت میرسانند.
- فشار و خروج: در انتهای اکسترودر، مواد مذاب تحت فشار بالا از یک قالب (Die) عبور میکنند. قطر داخلی این قالب تعیینکننده تقریبی قطر اولیه فیلامنت (معمولاً ۱.۷۵ میلیمتر یا ۲.۸۵ میلیمتر) است.
- کنترل یکنواختی: طراحی دقیق مارپیچ، پروفیل دمایی اکسترودر و سرعت چرخش مارپیچ، همگی بر روی یکنواختی ویسکوزیته و فشار مواد مذاب تأثیر مستقیم دارند که کلید کیفیت نهایی فیلامنت است.
ج) خنککاری و کالیبراسیون (Cooling & Calibration
رشته پلیمری که داغ و نرم از قالب خارج میشود، باید به سرعت و به صورت یکنواخت خنک شود تا قطر نهایی را به دست آورد و شکل خود را حفظ کند.
- حوضچههای آب (Water Baths): رشته داغ از یک یا چند مخزن آب با دمای کنترلشده عبور میکند. نرخ خنککاری نقش مهمی در ساختار کریستالی پلیمر و خواص مکانیکی آن دارد.
- کالیبراسیون: در این مرحله، کشش وارد شده بر رشته (توسط دستگاههای کشش یا Pullers) کنترل میشود. تنظیم دقیق سرعت کشش در حوضچههای آب، تأثیر مستقیمی بر کاهش قطر و رسیدن به تلرانس نهایی فیلامنت دارد. هرچه سرعت کشش بیشتر باشد، قطر نازکتر خواهد شد.
د) کنترل کیفیت آنلاین و فیدبک (Quality Control)
مهمترین معیار کیفیت فیلامنت، ثبات قطر (Diameter Tolerance) آن است. انحرافهای جزئی در قطر فیلامنت (مثلاً انحراف بیش از 0.05± میلیمتر) باعث مشکلات جدی در پرینتر میشوند (مانند مسدود شدن نازل یا اکستروژن ناکافی).
- سنسورهای لیزری: در این مرحله، یک سنسور لیزری دقیق به صورت پیوسته قطر رشته را اندازهگیری میکند.
- سیستم فیدبک (بازخورد): اگر قطر از محدوده مجاز خارج شود، سیستم کنترل لیزری فوراً سیگنالی به اکسترودر یا دستگاه کشش ارسال میکند تا پارامترهای عملیاتی (مانند سرعت کشش یا سرعت مارپیچ) را تنظیم کند و قطر را به حد استاندارد بازگرداند. این فرآیند، کنترل بسته (Closed-Loop Control) نامیده میشود.
ه) سیمپیچی و بستهبندی (Spooling & Packaging)
در نهایت، رشته خنکشده و کالیبره شده بر روی قرقرهها (Spools) با دقت و به صورت یکنواخت پیچیده میشود تا از گره خوردن یا پیچیدن روی خود جلوگیری شود.
- بستهبندی ضدرطوبت: از آنجا که فیلامنتها رطوبتگیر هستند، قرقرههای کامل بلافاصله با بستههای حاوی جاذب رطوبت (Desiccant) درون کیسههای وکیوم (خلاء) بستهبندی میشوند تا از جذب رطوبت اتمسفر جلوگیری شود.
روشهای جایگزین و دوستدار محیط زیست
اخیراً، با افزایش ضایعات پلاستیکی ناشی از پرینت سهبعدی، روشهای تولید فیلامنت بازیافتی نیز محبوبیت یافتهاند:
- تولید خانگی (DIY Extruders): دستگاههای کوچک و رومیزی اکستروژن (مانند Filastruder) به کاربران اجازه میدهند تا ضایعات پلاستیکی خود (مانند قطعات خراب یا ساپورتها) را خرد کرده، ذوب و اکسترود کنند تا فیلامنت جدیدی بسازند. اگرچه این روش به کاهش ضایعات کمک میکند، اما کنترل کیفیت و ثبات قطر در آن اغلب چالشبرانگیز است.
- فیلامنت از بطریهای PET: برخی دستگاههای تخصصی، بطریهای پلاستیکی PET را به نوارهای نازک بریده و سپس با حرارت و کشش، آنها را به فیلامنتهای قابل استفاده تبدیل میکنند.

راهنمای خرید فیلامنت پرینتر سهبعدی | انتخاب هوشمندانه بر اساس نیاز شما
در این راهنما خرید فیلامنت، با انواع فیلامنتهای پرینتر سهبعدی، کاربرد آنها و نکات مهم برای انتخاب بهترین گزینه آشنا شوید. مناسب برای مبتدیها و حرفهایها
تأثیر کیفیت تولید بر عملکرد پرینتر
دقت تولید فیلامنت مستقیماً بر تجربه کاربر نهایی تأثیر میگذارد:
- یکنواختی قطر: مهمترین عامل. قطر نامنظم باعث میشود که حجم اکسترود شده متغیر باشد، در نتیجه استحکام لایهها و ظاهر سطح قطعه کاهش یابد.
- گرد بودن (Roundness): عدم گرد بودن کامل فیلامنت میتواند باعث تغذیه نامناسب در اکسترودر و ایجاد اصطکاک اضافی در لولههای تفلون (PTFE) شود.
- خلوص مواد: وجود ناخالصی یا رطوبت باعث ایجاد حبابهای هوا در هنگام چاپ شده و کیفیت لایهگذاری را به شدت کاهش میدهد.
فیلامنت پرینتر سه بعدی




















جمعبندی
تولید فیلامنت یک فرآیند پیچیده و کنترلشده است که نیازمند تجهیزات پیشرفته برای تضمین تلرانسهای میلیمتری است. همین دقت فنی است که تضمین میکند یک رشته پلاستیکی ساده بتواند در یک پرینتر سهبعدی به طور قابل اعتماد به قطعات با کیفیت تبدیل شود.